
Tin Tức
Kỹ Thuật Gia Công Doa Lỗ (Reaming)

Th10
Doa lỗ là gì?
Doa là một hoạt động hoàn thiện các lỗ có độ chính xác cao được thực hiện bằng một công cụ nhiều cạnh. Độ hoàn thiện bề mặt cao, độ chính xác đạt từ cấp 7 đến cấp 9, độ bóng đạt 1.6a đến 6.3a. Đối với dao doa có chất lượng tốt, chế độ cắt tốt thì độ chính xác đạt cấp 6 và độ bóng có thể đạt Ra=0.63a.
Những thông số ảnh hưởng đến tuổi thọ hoạt động của doa lỗ.
- Độ sâu cắt.
- Tốc độ cắt.
- Vật liệu phôi.
- Thoát chíp.
- Tâm dao so với tâm phôi.
- Áp suất và nồng độ dung dịch làm mát.
- Cắt liên tục hay cắt đứt quãng
- Gá kẹp phôi.
- Hình học và lớp phủ dụng cụ doa.
- Chiều dài dụng cụ.
- Gá cặp dụng cụ doa.
Chỉ định chung khi doa lỗ.
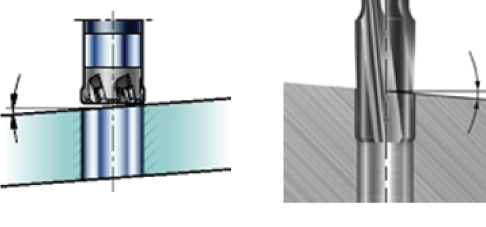
Để có được kết quả tốt nhất khi sử dụng doa, điều cần thiết là làm cho chúng ‘hoạt động’. Đó là một lỗi phổ biến khi chuẩn bị lỗ để doa với lượng dư còn lại quá ít.
Nếu không đủ lượng dư trong lỗ trước khi doa, thì doa sẽ cọ xát, nhanh chóng bị mòn và dẫn đến đường kính không chính xác.
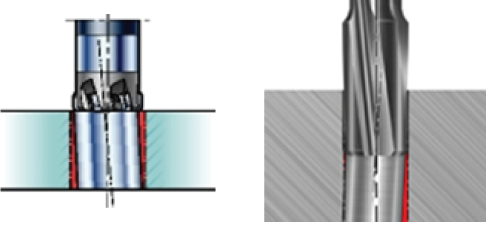
Lượng dư khi doa
Việc lượng dư được khuyến nghị trong các hoạt động doa lỗ phụ thuộc vào vật liệu ứng dụng và bề mặt hoàn thiện của lỗ khoan trước. Các hướng dẫn chung về lượng vật liệu cần để lại để doa được trình bày trong bảng sau.
| Ø, mm | ||||||
| Chất liệu | 1-3 | 3-5 | 5,1-10 | 10.1-20 | 20,1-30 | > 30 |
| P1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| K1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,3 | 0,5 |
| K2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| K3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| N1.1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N3.1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,5 |
| N3.2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| S1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| S2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S6 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| H1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
Thiết lập phôi
+ Đảm bảo phôi được doa được kẹp chặt
+ Đối với các lỗ xuyên qua, hãy đảm bảo có không gian để các phoi được thoát ra.
+ Khi doa các sản phẩm có thành mỏng, hãy đảm bảo lực kẹp đồng đều xung quanh sản phẩm.
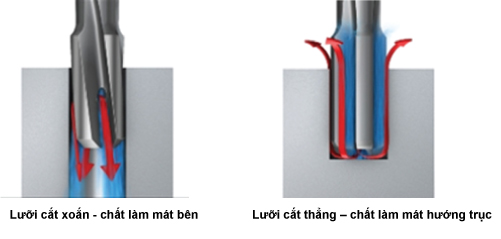
Dung dịch làm mát khi doa
Nhiệm vụ chính của dung dịch làm mát là cung cấp dung dịch làm mát trực tiếp đến vùng cắt, giúp kéo dài tuổi thọ dụng cụ và thoát phoi tốt.
- Đối với doa carbide, chất làm mát bên trong là hướng trục đối với doa lưỡi thẳng và mặt bên đối với doa lưỡi xoắn ốc
- Sử dụng nhũ tương làm dung dịch cắt thường mang lại tuổi thọ dụng cụ tốt hơn so với sử dụng dầu.
- Áp suất 15 bar được khuyến nghị khi doa.
- Tăng áp suất nước làm mát có thể có tác động tích cực đến việc kiểm soát phoi và phá vỡ phoi
Vị trí tâm dao doa với tâm phôi.
Độ lệch tâm giữa lỗ đã gia công trước khi doa và dao doa phải càng nhỏ càng tốt để tránh rung động
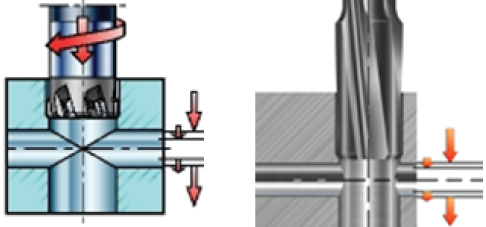
Cắt đứt quãng
Khuyến nghị:
- Các lỗ chữ thập có đường kính nhỏ hơn 2 mm (0,079 inch) nếu đường kính của đầu doa nhỏ hơn 22 mm (0,866 inch)
- Các lỗ chữ thập có đường kính nhỏ hơn 3 mm (0,118 inch) nếu đường kính của đầu doa là 22 mm (0,866 inch) hoặc lớn hơn
Doa bề mặt góc cạnh hoặc nghiêng
- Góc khuyến nghị tối đa ở lối vào là 5 độ
- Luôn đảm bảo giảm thiểu việc hết chiều dài của dao doa.
- Vui lòng tham khảo ý kiến chuyên gia kỹ thuật khi sử dụng doa carbide.
Doa lỗ được gia công trước
Doa không được mong đợi để sửa bất kỳ lỗi vị trí hoặc độ thẳng nào của lỗ đã gia công trước.
- Độ thẳng của lỗ được gia công trước phải nhỏ hơn 0,05 mm (0,002 inch)
- Đảm bảo đường kính của lỗ được gia công trước cho phép độ sâu cắt xuyên tâm được khuyến nghị
Khắc phục sự cố khi doa.
+ Vẫn đề chính
- Trục chính hoặc công cụ doa rút ra quá nhanh.
- Dữ liệu cắt sai
- Cạnh tích hợp
Khi giải quyết một vấn đề:
- Nhìn vào toàn bộ hệ thống (dụng cụ, kẹp, trục chính, chất làm mát, v.v.)
- Luôn chỉ thay đổi một tham số cùng một lúc
Lỗ lớn hơn
- Kích thước đường kính dao quá lớn
- Tốc độ cắt / tiến dao quá cao
- Trục chính hoặc chạy dao không tốt
- Lưỡi cắt quá ngắn hoặc không đều nhau
- Cạnh tích hợp
- Tỷ lệ dầu trong chất làm mát quá cao
- Lỗ khoan trước không được canh chỉnh đồng tâm với dao doa.
Lỗ nhỏ hơn
- Dụng cụ có độ mài mòn cao
- Tốc độ cắt / tiến dao quá thấp
- Phôi thành mỏng
- Sản phẩm bị đàn hồi nhỏ lại sau khi gia công
- Lỗ trước doa quá nhỏ
Lỗ bị côn
- Trục chính hoặc chạy dao không tốt
- Sự cố trên rãnh cắt của dao doa
- Lỗ khoan trước không được canh chỉnh đồng tâm với dao doa
- Mũi khoan không chính xác
Hoàn thiện bề mặt xấu
- Không có hoặc không đủ chất làm mát dẫn đến cạnh tích tụ
- Loại bỏ chip kém
- Vật liệu uốn cong dẫn đến cạnh tích hợp
- Bề mặt kém trong lỗ khoan thí điểm
- Hết rãnh cắt của dao
- Tốc độ cắt / tiến dao quá cao
- Dụng cụ bị hỏng, ví dụ như lưỡi cắt bị mòn, mẻ.
Sai vị trí của lỗ
- Vị trí của lỗ khoan hoa dẫn hướng bị sai
- Hết rãnh cắt của dao doa.
Lỗ khoan lồi hoặc hình bầu dục
- Phôi không ổn định trong bộ gá kẹp
Rung động trong lỗ doa
- Cạnh tích hợp
- Dao doa không đủ cứng vững.
- Tỷ lệ dầu trong chất làm mát quá thấp
- Lượng dư cho việc doa quá nhỏ
- Dụng cụ được kẹp sai trong giá đỡ(ví dụ: không đủ mạnh, không thẳng)
- Trục chính chạy ra ngoài quá nhanh.
- Chế độ cắt quá thấp
Kẹp dụng cụ và chỗ gãy
- Côn sau quá nhỏ
- Lỗ khoan dẫn hướng quá nhỏ
- Cạnh cắt bị mòn cao hoặc không bằng nhau
- Chế độ cắt quá cao
- Vấn đề bị kẹt chip.
Các vấn đề về loại bỏ chip
- Tốc độ cắt / tiến dao quá cao hoặc quá thấp
- Áp suất nước làm mát không chính xác
- Kiểm tra xem mũi doa phù hợp đã được sử dụng chưa
- Dao doa xoắn ốc để doa lỗ xuyên.
- Dao doa thẳng để doa lỗ mù
Nếu bạn có nhu cầu mua hoặc sử dụng hãy liên hệ với chúng tôi để được tư vấn và hỗ trợ tốt nhất.
Tự hào là nhà cung cấp linh kiện được rất nhiều công ty cơ khí trong nước đánh giá cao về chất lượng và uy tín. Hiện tại công ty chúng tôi đang hợp tác với các thương hiệu lớn về ngũ kim như: Pramet, Dormer, Yamawa, Mitutoyo, Misumi, SYIC, Hanshiba, Caken, Mitsubishi, Yida , Vertex
Số 171, Lê Thị Trung, KP1A, P An Phú, Thuận An, Bình Dương.
Chi Nhánh Đà Nẵng:
Số 14 – P. Thanh Khê Đông- Q. Thanh Khê – Tp. Đà Nẵng.
Chi Nhánh Hà Nội:
Skypark residence, số 3, Tôn Thất Thuyết, Dịch Vọng Hậu, Cầu Giấy, Hà Nội.
Hotline: 0966.055.077
Tel: 02743 802 137
Email: nhungn@ngukimdinhvang.com
Website : https://ngukimdinhvang.com/


